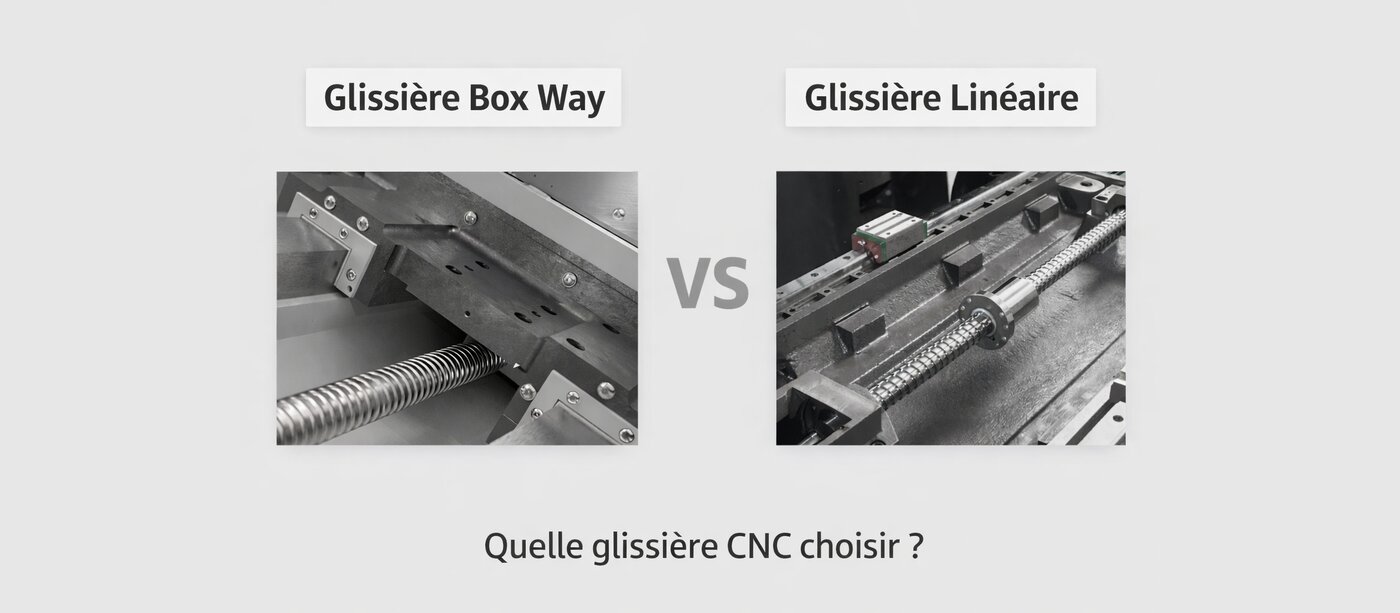





Le type de guidage est la première décision structurante lors de l'achat d'un centre d'usinage. Il détermine la vitesse de déplacement, la capacité d'amortissement, la rigidité en coupe et, in fine, les matériaux et types de pièces que vous pourrez usiner efficacement. Deux technologies dominent le marché : le guidage linéaire sur rails et le guidage box-type (glissières).
Guidage linéaire : la vitesse et la polyvalence
Le guidage linéaire utilise des patins à recirculation de billes ou de rouleaux montés sur des rails rectifiés (THK, Hiwin, Bosch Rexroth). C'est la technologie la plus répandue sur les centres d'usinage modernes.
Caractéristiques techniques
- Vitesse de déplacement rapide : 36 à 48 m/min (contre 20-30 m/min en box-type)
- Accélération : 0,8 à 1,2 G — temps de positionnement réduits
- Précision de positionnement : ±0,005 mm (standard), ±0,003 mm (avec règles optiques)
- Frottement : très faible (coefficient ~0,01), ce qui permet des micro-déplacements précis
- Maintenance : graissage centralisé automatique, durée de vie élevée si la machine est correctement entretenue
Quand choisir le guidage linéaire ?
- Usinage d'aluminium et alliages légers (aéronautique, automobile)
- Petites séries diversifiées avec changements fréquents de pièces
- Production nécessitant des cycles rapides et des temps de positionnement courts
- Finition haute vitesse sur moules et matrices (HSM)
- Travail en 3+2 axes ou 5 axes simultanés
C'est la technologie de notre Série V, disponible du compact V8 (800 × 500 mm) au grand format V13 (1 300 × 700 mm), ainsi que de notre Série A 5 axes.
Guidage box-type : la rigidité et l'amortissement
Le guidage box-type utilise des glissières à revêtement Turcite-B (ou équivalent) avec ajustement par raclage manuel. C'est une technologie éprouvée, privilégiée pour les travaux lourds.
Caractéristiques techniques
- Amortissement des vibrations : 5 à 10× supérieur au guidage linéaire grâce à la surface de contact large
- Rigidité statique : excellente — supporte des passes profondes sans broutage
- Vitesse de déplacement rapide : 20 à 30 m/min (plus lent que le linéaire)
- Durabilité : moins sensible aux conditions d'atelier (poussières, copeaux, température)
- Précision de positionnement : ±0,008 mm (standard) — suffisant pour l'ébauche et la semi-finition
Quand choisir le box-type ?
- Usinage d'acier traité, fonte, inox, titane — matériaux générant des vibrations importantes
- Ébauche lourde avec passes profondes et avances élevées
- Production de moules de grande dimension nécessitant une stabilité parfaite
- Ateliers de sous-traitance mécanique générale travaillant majoritairement l'acier
- Environnements exigeant une robustesse mécanique maximale
C'est la technologie de notre Série VP — le VP dans le nom signifie précisément « Vertical Precision » avec guidage box-type.
Comparatif face à face
| Critère | Guidage linéaire | Guidage box-type |
|---|---|---|
| Déplacement rapide | 36 – 48 m/min | 20 – 30 m/min |
| Accélération | 0,8 – 1,2 G | 0,3 – 0,5 G |
| Amortissement | Faible | Excellent |
| Rigidité coupe lourde | Bonne | Excellente |
| Précision positionnement | ±0,005 mm | ±0,008 mm |
| Matériaux de prédilection | Alu, composites, plastiques | Acier, fonte, inox, titane |
| Temps de cycle | Plus courts (déplacements rapides) | Plus longs mais stables |
| État de surface | Excellent en finition HSM | Excellent en coupe lourde |
| Série Baofeng | Série V, Série A | Série VP |
Cas concret : mécanique générale en sous-traitance
Un atelier de sous-traitance qui usine 70 % d'acier et 30 % d'aluminium hésite entre un V11 (linéaire) et un 1166VP (box-type). Voici l'analyse :
- Avec 70 % d'acier, les vibrations en ébauche seront le facteur limitant sur guidage linéaire. Vous devrez réduire les passes, ce qui allonge les cycles.
- Le 1166VP absorbera mieux les efforts de coupe sur l'acier, permettant des passes plus agressives et des temps de cycle globalement plus courts malgré une vitesse de déplacement inférieure.
- Pour les 30 % d'aluminium, le VP sera un peu plus lent en positionnement, mais l'impact sur le temps de cycle total reste marginal.
Recommandation : pour ce profil, le box-type est le bon choix. La productivité réelle (pièces/heure) sera meilleure.
Cas concret : sous-traitant aéronautique
Un atelier spécialisé aéronautique qui usine 90 % d'aluminium 7075 avec des poches profondes et des parois fines :
- Le guidage linéaire est indispensable : vitesse de broche élevée (15 000+ tr/min), déplacements rapides pour les nombreux repositionnements.
- Pour les pièces de grande dimension, une double colonne Série DC combinera guidage linéaire et rigidité de structure.
Et si vous hésitez encore ?
Utilisez notre configurateur en ligne : en 4 questions sur vos matériaux, vos volumes et vos exigences, il identifie les modèles adaptés. Ou appelez-nous — nos conseillers techniques ont installé des centaines de machines et connaissent les cas d'usage sur le terrain.