




Estimer correctement un temps d'usinage est un exercice clé en atelier : il conditionne vos devis, la planification de capacité de vos machines et la comparaison objective entre deux centres d'usinage. Une estimation trop optimiste vous fait perdre de l'argent sur chaque pièce ; une estimation trop prudente fait fuir vos clients vers la concurrence. Le calculateur ci-dessous vous donne une première approche fiable en quelques secondes, à partir de la géométrie de la zone à usiner et des paramètres de coupe.
Le temps de cycle total se décompose en trois blocs : le temps de coupe pur (outil en prise), les temps rapides (déplacements hors coupe, approches, retours) et les changements d'outils. Sur un job réel, les temps non productifs représentent souvent 30 à 50 % du cycle — d'où l'importance des vitesses rapides élevées et, sur les machines horizontales, d'un changeur de palettes.
Temps de cycle typiques par opération
Valeurs indicatives pour fraise carbure monobloc, machine standard équipée d'une broche 10 000 tr/min et rapides à 36 m/min. À affiner selon votre stratégie d'usinage et votre CAM.
| Opération | Matière | Paramètres | Temps de cycle |
|---|---|---|---|
| Surfaçage 200 × 100 × 2 mm Fraisage | Aluminium | D50 — Vf 3 500 mm/min — ap 2 mm | ≈ 40 s |
| Surfaçage 200 × 100 × 2 mm Fraisage | Acier mi-dur | D50 — Vf 1 200 mm/min — ap 1 mm | ≈ 2 min 20 s |
| Poche 100 × 50 × 20 mm Ébauche | Aluminium | D12 — Vf 2 500 mm/min — ap 4 mm, ae 8 | ≈ 3 min 30 s |
| Poche 100 × 50 × 20 mm Ébauche | Acier mi-dur | D12 — Vf 800 mm/min — ap 2 mm, ae 6 | ≈ 14 min |
| Perçage 20 trous D8 mm Perçage | Aluminium — ép. 20 mm | N 4 000 tr/min — Vf 500 mm/min | ≈ 1 min 10 s |
| Perçage 20 trous D8 mm Perçage | Acier mi-dur — ép. 20 mm | N 1 500 tr/min — Vf 180 mm/min | ≈ 3 min 20 s |
| Taraudage 20 trous M8 Taraudage rigide | Aluminium | N 600 tr/min — pas 1,25 | ≈ 1 min 40 s |
| Taraudage 20 trous M8 Taraudage rigide | Acier mi-dur | N 300 tr/min — pas 1,25 | ≈ 3 min 20 s |
Les formules du temps d'usinage
Trois relations fondamentales permettent d'estimer un temps de cycle à partir de la géométrie de la zone et des paramètres de coupe.
Nombre de passes
Chaque passe profonde (ap) et chaque passe latérale (ae) doit être arrondie à l'entier supérieur : une poche de 10 mm de profondeur avec ap = 3 mm demande 4 passes (3 + 3 + 3 + 1).
Temps de coupe
Temps pendant lequel l'outil est effectivement en prise. C'est la portion "productive" du cycle — tout le reste est à minimiser.
Temps rapides estimé
Les déplacements rapides consomment plus que leur simple distance théorique : accélérations, décélérations, approches lentes à proximité de la pièce. Un coefficient de 0,3 donne une estimation réaliste sur commande numérique moderne (Fanuc, Siemens).
Débit copeaux Q
Le volume enlevé par minute. Sert à vérifier que la puissance de la broche est suffisante : en acier, comptez environ 0,3 kW par cm³/min. Au-delà de 100 cm³/min en acier, une broche ≥ 30 kW et une machine rigide (série VP ou horizontale) deviennent nécessaires.
Comment réduire vos temps de cycle
Trois leviers permettent de gagner 20 à 50 % sur un cycle de fraisage, au-delà de la simple optimisation des paramètres de coupe.
haute puissance
Trochoïdal
horizontale
Vitesses rapides : l'impact sous-estimé
Sur un job avec beaucoup de petites opérations (perçages, poches courtes, passes multiples), les déplacements rapides représentent jusqu'à 40 % du cycle. Doubler la vitesse rapide ne divise pas ce temps par deux — les accélérations restent limitantes — mais le gain réel est substantiel.
Nos centres série V offrent 48 m/min de rapide sur les trois axes, contre 24 m/min sur une machine d'entrée de gamme comparable. Sur un job type "plaque de 400 trous D8" (positionnement-intensif), nous observons en conditions client un gain de cycle de 15 à 20 % à paramètres de coupe identiques. Le retour sur investissement se calcule en mois, pas en années.
Sur les productions en série, la combinaison rapides 48 m/min + changeur de palettes + changeur d'outils 40 positions de nos centres horizontaux peut diviser le temps de cycle global par 2 par rapport à une machine verticale classique sans palette.
Et ensuite ?
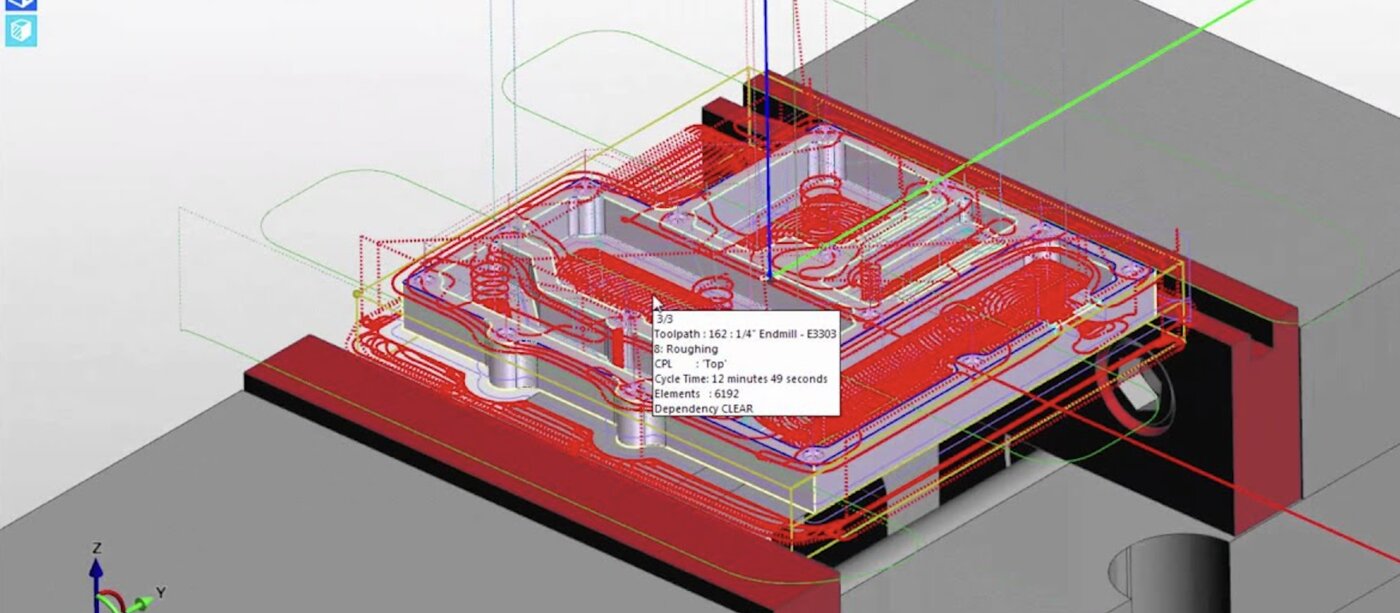
Ce calculateur donne une estimation pour une zone rectangulaire usinée en balayage parallèle. Pour les cas complexes (poches avec îlots, 3D, 5 axes), seul un post-processeur CAM donne un temps fiable — mais la formule ci-dessus reste un excellent garde-fou pour détecter les anomalies d'un programme.
- Centres verticaux série V — rapides 48 m/min, broche 8 000 à 15 000 tr/min, idéaux pour la mécanique générale.
- Série T — optimisés perçage-taraudage haute cadence, ATC rapide 1,2 s.
- Centres horizontaux — changeur de palettes, production en série sans interruption.
- Configurateur en ligne — trouvez la machine adaptée à votre production en 5 minutes.
Une question sur un cycle spécifique, un devis à valider, un choix de machine à arbitrer ? Notre équipe technique vous répond sous 24 h avec une estimation détaillée sur vos pièces réelles.